英语
英语 中文简体
中文简体 Опыт показал, что сила тока в Пластиковый сварочный аппарат обычно вызвано несоответствием системы ультразвуковых колебаний ультразвукового преобразователя и ультразвукового генератора. В ответ на эту проблему необходимо проверить, в порядке ли различные компоненты ультразвуковой вибрационной системы, не ослаблены ли соединительные винты между ними и не треснула ли ультразвуковая форма.
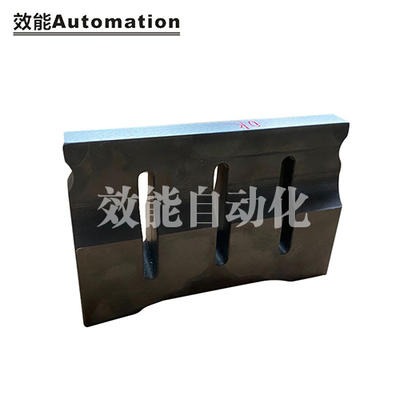
Ослабленные винты между ультразвуковой резьбонарезной головкой и датчиком приводят к протеканию сильного тока, что часто наблюдается в машинах, которые использовались в течение некоторого времени. Способ устранения — затянуть специальный ключ для ультразвуковой резьбонарезной головки, чтобы проверить, заблокирована ли резьбонарезная головка.
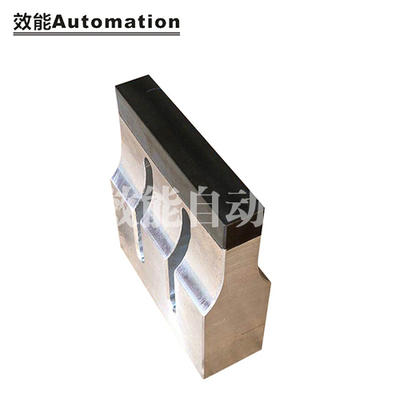
Ультразвуковая пресс-форма или головка повреждены или сломаны, что обычно происходит, когда время использования слишком велико или время ультразвука слишком велико. Метод устранения заключается в том, чтобы проверить, есть ли трещины на поверхности головки пресс-формы, или установить ее на другие ультразвуковые системы для обнаружения.
Замените осциллятор ультразвукового преобразователя или ультразвуковую резьбонарезную головку. Если ток слишком высок после замены этих двух частей, это нормально. Пока ультразвуковая частота регулируется, эта проблема может быть решена.
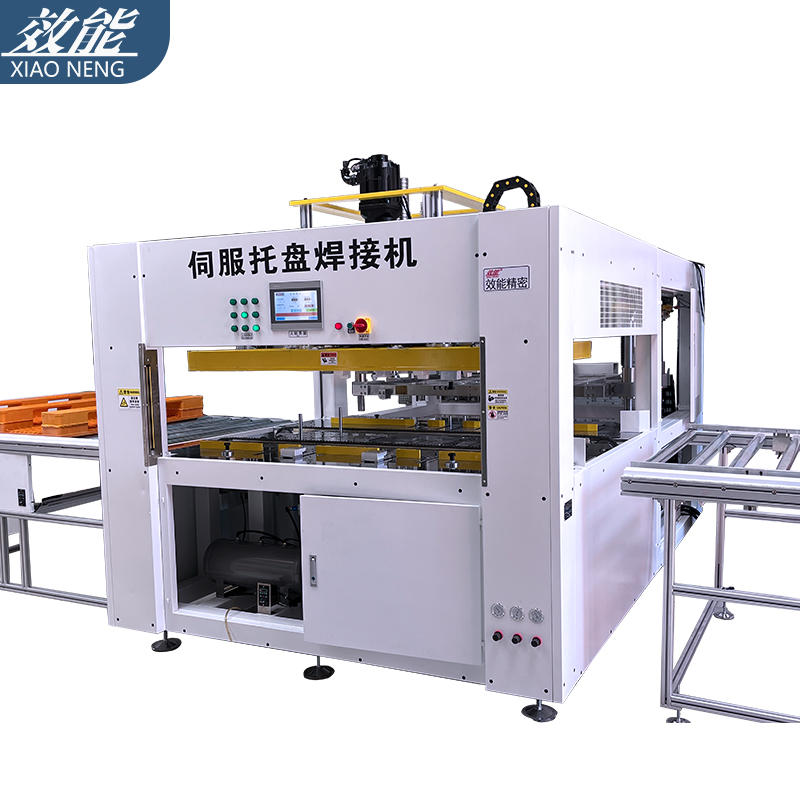
Электрошкаф ультразвукового контроля также можно назвать устройством ультразвуковой атаки. Во многих случаях мы часто сталкиваемся с проблемами, вызванными высоким током нагрузки ультразвукового сварочного аппарата. Итак, что мы должны делать, если ток слишком высок?
Предполагая, что текущий ток ультразвуковой волны очень велик, прежде всего нам нужно подтвердить, что ультразвуковая волна воздействует на свои собственные компоненты и ток велик, а нагрузка или ультразвуковой выход имеют большую проблему с током. Во-первых, удалите ультразвуковую выходную линию и проверьте ток на холостом ходу. Ультразвуковая атака считается нормальной. , что означает ультразвуковую вибрационную систему.
Механический и электрический поток Ультразвуковой сварочный аппарат для пластика обычно вызвано несоответствием между системой ультразвуковых колебаний и ультразвуковым генератором ультразвукового преобразователя. В основном мы проверяем следующие вопросы.
Ослабленные винты между ультразвуковой головкой и преобразователем приводят к протеканию сильного тока. Решение состоит в том, чтобы затянуть специальный ключ для ультразвуковой головки, чтобы проверить, заблокирована ли головка.
Если ультразвуковая пресс-форма или головка повреждены, решение состоит в том, чтобы проверить, есть ли трещины на поверхности головки пресс-формы, или использовать другие системы ультразвукового оборудования для обнаружения.
Реализуйте замену генератора ультразвукового преобразователя или ультразвуковой головки, предполагая, что ток слишком высок после замены этих двух частей, это нормальная ситуация, и эту проблему можно решить только путем регулировки частоты ультразвука.
Ниже кратко описаны причины высокого тока при ультразвуковой сварке на холостом ходу и способы их устранения. Непрофессионалы могут проводить скрининг.
Электрический блок ультразвукового контроля, также известный как ультразвуковой генератор, представляет собой устройство, генерирующее ультразвуковые сигналы. Во многих случаях ток нагрузки ультразвукового сварочного аппарата слишком высок по разным причинам. Ультразвуковой ток большой. Первое, что нужно различать, это ток, вызванный повреждением компонентов самого ультразвукового генератора, или ток, вызванный выходной проблемой ультразвуковой нагрузки. Очень просто, снимите выходную линию ультразвука, проверьте ток ультразвукового генератора без нагрузки, если он в норме, значит неисправна система ультразвуковых колебаний.
Производители пластиковых сварочных аппаратов
Производители пластиковых сварочных аппаратов